
SHARE
Zero Liquid Discharge (ZLD) Technology: Water Recovery
Written by Leonardo Guzmán-Diego Diaz
In July 2018, ennomotive launched a challenge that looked for solutions to minimize the accumulation and/or remove the sediment in a hydropower plant in a more efficient way. For 6 weeks, 85 engineers from 35 countries accepted the challenge and submitted different solutions. After a thorough evaluation, the solutions that best met the evaluation criteria were submitted by Leonardo Guzmán and Agustín Galetti, from Argentina, and Karl Grimsehl, from South Africa. In this article, Leonardo writes about the process design of a chemical plant following the Zero Liquid Discharge technology, aiming for complete water recovery and reuse.
It's been five years since we started working on the development of a chemical plant whose organization committed to ZLD (Zero Liquid Discharge). This kind of technology can be applied to different plant elements with the aim of eliminating any liquid discharge, which involves the recovery and reuse of different liquid flows. We were able to participate in different stages of the project due to the kind of organization we run and to the fact that we worked on this project from the beginning. We were involved in general engineering, detailed engineering, construction, assembly, control and automation, and in the set in motion for different areas. At the same time, we had the chance to participate and contribute in areas such as quality control, human resources, etc.
This freedom and cross-industry approach are key to acquire a global perspective of the industry, the production processes, the design of equipment, and the management culture necessary to implement this kind of technology. This situation gave us a deeper understanding of the variables to be taken into account and their critical importance since, one way or another, all of them contribute to the ZLD goal.
Therefore, besides the main production line, the secondary lines must also be reused or considered for by-products. This involves a hard analysis regarding the characterization of every liquid effluent: big flow current, a purge, a chamber floor, a cleaning system, etc. At the same time, it is key to understand the different scenarios where water plays a part, regardless its status, amount and composition, to be able to find the best way for it to contribute to the process.
Here is a brief summary of the plant process, from the perspective of water consumption and liquid effluents. It must be clarified that the plant has different areas in different stages, combining design, development, construction, assembly, and piloting. The manufacturing of the main product basically consists of the purification of a solid raw material submitted to dissolution, purification, concentration, precipitation and conversion processes, which result in a solid product with the required purity. To put it simply, the solid raw material input is turned into a solid product.
Water is used in many processes but is not part of the finished product. Besides, during the production process, required gas and chemical products generate currents with potential and value. Most of these currents are used to create the by-product while others are recycled and the rest is used for water recovery. Take a look at "Figure 4: General Scheme" for a better understanding.
Focusing on the main ZLD actor, water, we can observe that the only external supplier is running water (sanitary grade in that environment). The 3 types of water in the plant are sanitary water, deionized water, and industrial water.
- Sanitary water: used for sanitary purposes in toilets, dining halls, locker rooms, and taps.
- Deionized water: used exclusively in production, especially in the purification stage, where the main component must be released from all impurities.
- Industrial water: used in processes involving refrigeration and heating systems, washing, etc. as low-quality input.
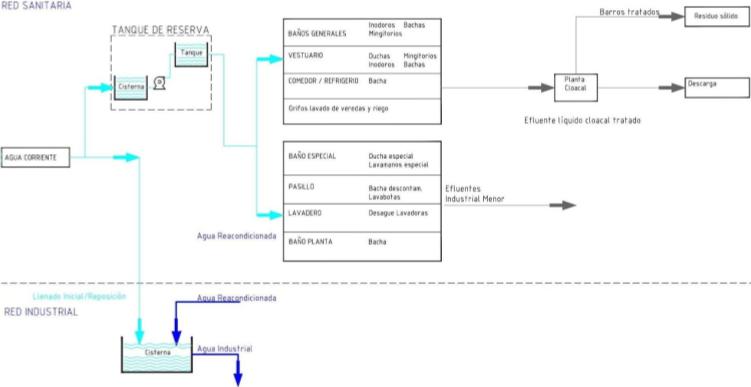
Figure 1:” Water Scheme”
The use of different types of water generates different types of effluents. In the case of sanitary water, it partially ends up as sewer water, with the corresponding treatment. The rest, used in the production process, ends up as minor industrial effluent: those currents not easily recoverable with variable composition and/or amount).
Deionized water, once it has purified the main element, becomes part of a high-value solution used to create the by-product. Part of the industrial water will go straight to the production process as input and will end up as minor effluent or high-value effluent for the elaboration of the by-product.
Another use of the industrial water is as a component in the different closed systems (steam system / cooling water system) and as refill and or input for these systems.
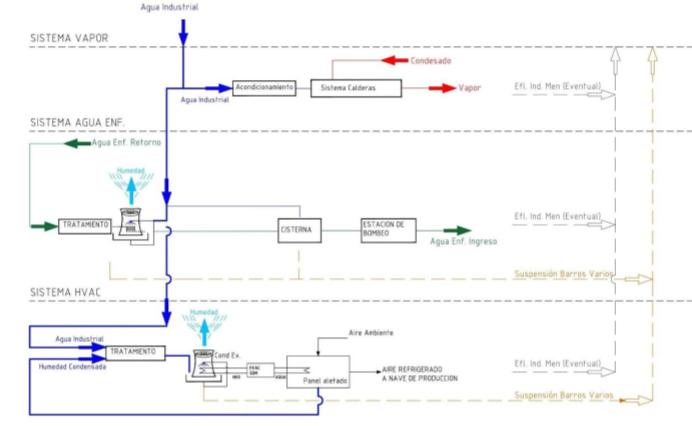
Figure 2: "Related Systems Scheme”
The entirety of the liquid current within the plant must be treated to some extent. There are different treatments depending on the liquid's purpose: recycling currents, by-product elaboration currents or water recovery currents. These treatments take place in the effluent plant, which involves the following areas:
- Minor effluents.
- By-product elaboration
- Organic waste recovery
- Reverse osmosis Inversas / re-conditioning
This is a simple categorization of the different processes for effluent treatment, and they are all highly connected. 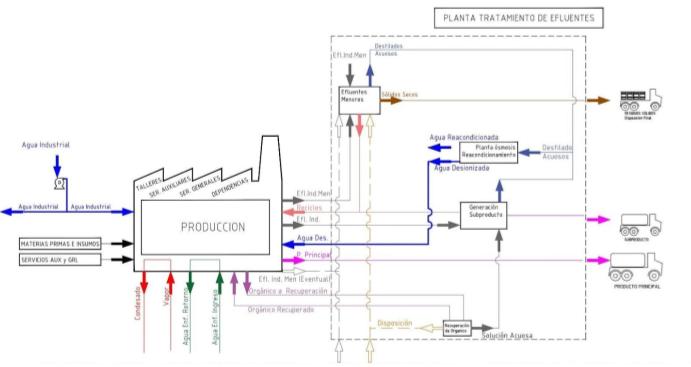
Figure 3: "Production-Plant Effluents Scheme”
The minor effluents & by-product generation section has a storage room where the different currents are separated regarding their composition and origin, which will mark the destination. Then, some currents will be subject to the recovery of the raw material and go back to the main process, others are used as raw material for the by-product, and the non-reusable currents go through evaporation, crystallization and drying to achieve a liquid distilled to later produce reconditioned H2O and a dried solid separately.
The by-product generation involves the handling of different currents subject to degasification and absorption. Said by-product is later is concentrated until the required composition is reached through an evaporation process that also generates a liquid distilled used to obtain the reconditioned H2O.
The different currents obtained from the liquid distilled go through a reconditioning/reverse osmosis process with different processes to obtain the reconditioned H2O. Thanks to its high-quality standards, this water can be used to feed the industrial water network and the previously mentioned use. This is the last link of the ZLD chain. Regarding equipment, the effluent plant has storage tanks, decanters, degasifiers, precipitators, neutralizers, absorption towers, evaporators, crystallizers, mud filters, drying equipment, reverse osmosis equipment and special washing equipment.
This is a brief summary of the effluent treatment plat but the high water consumption in the cooling systems must also be mentioned. Due to the geographical location of the plant, which has high humidity rates, there is a high generation of condensed water. This large amount of low-temperature water can be reconditioned and then used in the HVAC system's cooling towers.
Here is the general diagram:
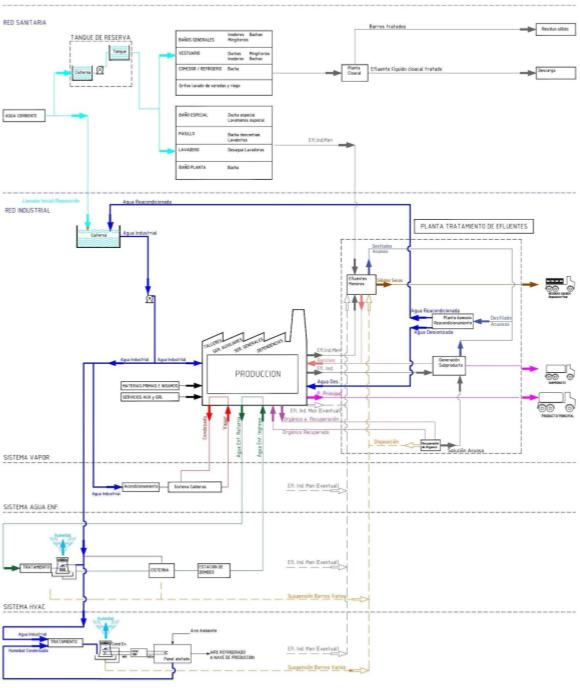
Figure 4: "General scheme”
Just like every single process design, it is necessary to know and/or establish the frequency, amounts, and qualities of every current, always bearing in mind the production schedule criteria and the corporate culture of the staff. However, since ZLD is a chain formed by hundreds of effects of these small variables in the development of management that considers the protection of the environment as one of the sustainability pillars.
Process design from the ZLD perspective is more than the implementation of some kind of equipment: it is necessary to integrate philosophic, cultural, humanistic, and operational variables on top of the technical-economic ones. Effluent and waste management in the industry is not only a legal requirement or a prestigious certification, but it is also steadily becoming a way of life, a set of values and criteria that strengthen both the protection and respect for our planet and its resources.
This paradigm is considered to be the one which will allow us to continue the development of our society, always considering the respect for the environment and opting for the optimization and valorization of every single action and resource used in the industry.
Tell us other ways to recover and reuse liquids in industrial environments and explore what ennomotive has to offer or just join our community of engineers